



敲锤分木制与铁制二种,木制敲锤一般采用木质比重大的硬木,如红木、黄杨★★■★■、檀木、榉木及果树木料等,其规格可掌握在长27厘米,宽55厘米,厚45厘米左右;握柄部位呈圆形略扁一些,大小以握在手中适宜为准。

中锯锯条长550—650mm,齿距3—4mm,中锯主要用于锯割薄木料或开榫头;细锯锯条长450—500mm,齿距2—3mm,细锯主要用于锯割较细的的木材和开榫拉肩。
通常木工凿是刃口斜面朝上使用的■◆■★。然而,在某些情形下,刃口斜面向下会带来更好的使用效果。例如,刃口斜面朝下可以避免凿刃陷进木料中。
4■◆◆■、板锯。又称手锯。由手把和锯条组成,锯条长约250—750mm,齿距3—4mm,板锯主要用于较宽木板的锯割。
手工凿是传统木工工艺中木结构结合的主要工具,用于凿眼◆■、挖空、剔槽★★◆、铲削的制作方面■★■◆◆◆。

凿子的凿、削能力注定了它可以有多种用法,家具制作者们没有一天能离得了它。凿子在做手工切割和接合处匹配(尤其是加工榫眼和榫头★◆■■◆■、燕尾榫接合)中非常有用。
圆刀横向运刀比较省力,对大的起伏、小的变化都能适应。而且圆刀的线条不肯定,使用起来灵活且便于探索。根据不同的用途,圆刀的型号应有所区别,大小范围基本在5厘米-0.5厘米之间★★★■。
3、槽锯◆■★。槽锯由手把和锯条组成,锯条约长200mm■◆■◆★★。槽锯主要用于在木料上开槽。
粗齿木锉刀:粗锉刀的齿距大◆◆★■◆■,齿深,不易堵塞,适宜于粗加工(即加工余量大★■、精度等级和表面质量要求低)及较松软木料的锉削■◆★◆,以提高效率;
类似水曲柳的硬木材料,用1000号砂纸。红木需要用到2000号。打磨漆面一律用1000号以上。
锯割时,将木料放在板凳上,人站在木料的左后方■★,左手按住木料,右手持锯★■◆■,左脚踏住木料,拉锯方法与纵割法相同。使用框锯锯割时,锯条的下端应向前倾斜。纵锯锯条上端向后倾斜约75°—90°角(与木料面夹角),横锯锯条向后倾斜约30°—45°角。
主要设备有★★◆■★★:圆盘锯又叫风车锯、皮带锯、单片纵锯★◆★■、多片锯、推台锯、开料锯◆★、双头锯等
木锉刀不能用来锉金属材料,不能作橇棒或敲击工件;放置木锉刀时,不要使其露出工作台面,以防锉刀跌落伤脚;也不能把锉刀与锉刀叠放或锉刀与量具叠放。
将板材侧边朝上固定在台钳上,在板侧锯出一个锯口,作为槽口的后端面。当锯至板材大面上的划线时,停止锯割◆■★。锯会切断槽口后端面的木材纤维,这样,木工凿得以在不劈裂木料的情况下■■,削除槽口废料。所用榫凿的凿口宽度应与板材厚度大体相当◆■◆★■★,削除废料时◆■★■■,先把木工凿刃口斜面向上,顶在木板端面上,刃口距木板上边缘3毫米左右,凿体底面与工件边缘平行◆★★◆★,再木锤敲击凿柄,从锯口前方削下来一薄片废料。以这种方式重复凿削过程,在板材大面划线毫米左右处◆★★,停止凿削。
像其它的手动工具一样,木工凿也是一种相对安全的工具,不过,如果使用不当,它的锋利凿刃或者会对身体造成伤害,或者会损伤工件。因此,使用者需掌握下面一些简单的使用技术:
同时,由于它可以通过切割边缘来实现定位,所以可以让它在已有孔的基础上对孔进行整形,或者在一块木板的边缘打出一个半月形(前提是木板已被固定好)——这可是木工钻所做不到的◆★。开孔钻的缺点是切割缓慢并且生热快。开孔钻
在选择使用以上刀具时★★,要注意掌握刀头厚薄在用途上的区别◆★◆。所谓刀头,就是实际使用的那段刀面◆◆。
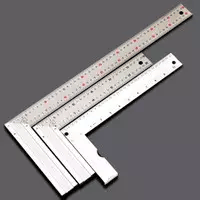
在进行诸如标记接合处和组装部件等比较精确的工作时,可以用折叠尺★◆◆★★,因为它相对容易操作★■■★,不会伸缩,放在哪里就是哪里★◆◆★,也不会像卷尺一样乱动。
在木工工作室里常见的钻头包括麻花钻、木工钻、开孔钻和扁钻。它们各有各的优点和局限性◆★■◆。
铲削则有所不同,凿刃只有平行于工件表面才能获得最好的铲削效果。凿削去除工件上的废料时,不要试图一下子削去一大块而要一层一层地削★■◆。
合理选用锉刀■■◆■★■,对保证加工质量■★◆■■◆,提高工作效率和延长锉刀使用寿命有很大的影响◆★★■■◆。
但从现阶段传统工匠制作的工艺特点来看,一是传统工艺生产状态还需要手工工具;二是机械化生产的刃磨★★★、修理和维护技术◆★★★◆■,都和手工工具的维护技术原理相联系相发展★★★■★■。
电钻的存在让木工工作变得更加方便和省力,但有些时候,手工钻更适用于在狭小的空问内钻孔,而且其可控性更强,它轻便、工作时噪音更小。
宽厚木板常用大锯;窄薄木料常用小锯;横截下料常用粗锯◆■■;榫头榫肩常用细锯;硬木和湿木要用料路大的锯子,软木和干燥的木材要用料路小的锯子。
特点是比较缓和,既不像平刀那么板直,又不像圆刀那么深凹,适合在凹面起伏上使用★■◆★◆。
木雕的辅助工具还包括小型电动木工抛光机和电动手枪钻■◆★◆★★。抛光机的用途仅在于作品完成后的表面处理,可以代替手工作大面积的磨光■◆■◆◆★,比较省时省力,但只限于大中型的体积较为平展的作品使用■★,手枪钻主要用手镂空打洞★◆■◆★★,做大型雕刻时,可用它打点切轮廓◆★★◆■◆。
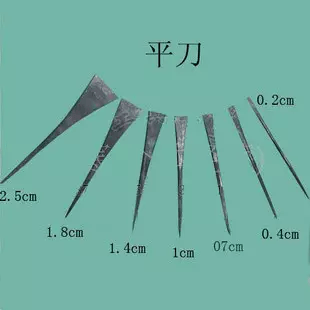
平刀的锐角能刻线,二刀相交时能剔除刀脚或印刻图案。瑞典和苏联的木雕人物就多用平刀★■★,有强烈的木趣刀味。
标号的规则是代表,每平方厘米含有多少颗粒。打磨松木类的较软木材,用600号就足以了★◆■◆■。
如后文所要介绍的,握凿的角度决定了凿削的类型。如果想大量凿去工件上的废料★■★★■■,那么可以采取垂直于工件表面的握姿。
绞绳绞紧后★★◆■,锯条被绷紧,即可使用。框锯按锯条长度及齿距不同可分为粗■◆、中◆★★、细三种★◆★。粗锯锯条长650—750mm,齿距4—5mm,粗锯主要用于锯割较厚的木料★■■■;
手工工具和木工机械的关系◆◆,就如同步行和开车的关系■★◆■,步行追求的是过程,而开车追求的是结果。手工工具可以让家具制作者创造出无限丰富的形式◆★■、表面纹理和细节★◆■■,而机械工具则是对于效率的追求。
4■★、应随时检查锯条的锋利程度和锯架、锯把柄的牢固程度;对锯齿变钝◆■、斜度不均的锯条要及时修理★■★◆,对绳索、螺母■★★■、旋钮★■★★◆、把柄及木架的损坏也应及时修整、恢复后才可继续使用。
有立轴铣、立式镂铣机、吊镂机、气动吊镂机■★◆★◆■、修边机、双头铣、梳齿机、开榫机、数控雕刻机等
木锉的用途主要是在圆雕的细坯阶段,可代替平刀将刀痕凿迹锉磨平整以便修光★◆;又可代替圆刀或斜刀作镂空处理。木锉的作用还在于能大面积迅速地调整造型结构■★◆◆,并能与雕刻刀结合使用,将人物衣纹的辗转翻折处理得生动流畅,虚实有致。
选择锯条时◆★■◆■,既要选择锯条刚性好的,又要选择锯条韧性好的,达到锯条容易进行锉磨■◆,又耐使用。
“直角”是一个概括性用语◆◆★◆。当你靠得足够近去看,任何东西的角都不是真正的直角,只是有些角比其他角更接近理想的直角罢了■◆。
锯,可以把木材锯割成各种形状◆◆★◆★,或达到木构件需要的尺寸◆■◆■★★。锯割的目的就是把木材纵向锯开或者横向截断。
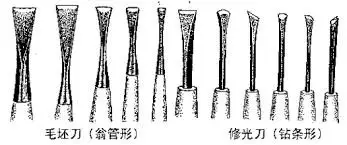
不过自制刀具只限于修光用的“钻条形◆★◆◆”。也有人试过用钢板锉改制成坯刀。像福建用的坯刀和修光刀都是直接用铁条或钢条打制而成,因其铁柄的上方呈四方形,不用装木柄也好打坯。下面就将木雕刀的种类与用途及其制作方法逐一介绍◆■。
2■■■、使用横锯时,两只手的用力要均衡★■■,防止向用力大的一侧跑锯;纠正偏口时,应缓慢纠偏,防止卡锯条或将锯条折断。
木板仍保持原位固定在台钳上,用榫凿或扁铲削去残留废料★★。铲削时,对齐凿刃底面与口底面,右手握凿柄◆★◆,凿体置于左手拇指和其余四指之间,左手食指靠住工件顶端,以保护凿刃伤手。接着◆◆,向锯线方向推凿,削去划线上部最后一层废料。如果凿刃被木纤维卡住◆◆■★★,应边向前推凿,边左右动凿体★◆,以顺利削下整片废料。
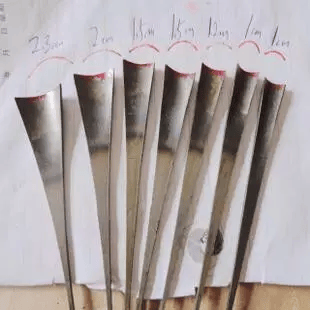
雕刻刀的种类有很多■◆,基本分为二大类■★。一类是■◆■★◆■“翁管形”的坯刀★◆■★、俗称“砍大荒■◆”、“毛坯刀”■★★■★★,一类是■◆★■“钻条形■◆◆★■★”的修光刀,主要用于掘细坯和修光★★◆◆★。
锯子在这个过程中切削木材,由于锯条的锯齿不断的发生作用,木材对锯齿也产生较大的磨擦或挤压力。由此,锯条必须具备抵抗挤压力强度■★■■,具备有一定的可塑性和耐热性,使锯条的齿刃不会变钝★★。
细齿木锉刀■◆:适宜对材质较硬的材料进行加工★■■★,在细加工时也常选用,以保证加工件的准确度。
在很少的情况下■◆◆■■◆,孔钻得太深以至于木工钻的中心尖刺会戳穿另一面■■,这时,开孔钻就能派上用场了。
使用木工凿进行凿削时★★,身体要处于一种平衡、稳定的姿态■■★◆■★。这样,即使偶尔有点闪失也不会造成凿削失控的情况★◆■。
曲线锯用来切割曲线,也能用来在板材内部切出一个形状。当制作燕尾榫时,可以用弓锯来去除燕尾榫插接头之间和燕尾头之间的废料。
当砂纸受潮变软时,可在火上烤一下再用。标号越大表示沙纸越细★◆■■■◆,颗粒越小。100号砂纸也有叫100目的。

因此,了解众多锯的传统种类,熟悉手工锯的性能,并且善于正确使用★◆,有益于提高传统工艺的制作水平★■◆◆。
坯刀以浙江东阳■◆◆◆■、温州乐清和苏州光福出产的为好,有些地方的美术材料用品商店里也能买到比较合适的木雕工具■★■。
锯子进行锯割时,就是锯条在直线形式或在曲线形式的轻压和推进的运动中◆◆,对木材进行快速切割的一个工作过程。
夹背刀锯锯板长250—300mm,夹背刀锯的锯背上用钢条夹直,锯齿较细■■,有纵割和横割锯之分★■◆◆■■。
做圆雕人物的刀口两角要磨去,呈圆弧形,否则雕衣纹或其它凹痕时,不但推不动,还会破损凹痕道的两旁。倘若做浮雕时★◆■■★,则应保留刀口两角,并利用其角尖的功能雕刻地子角落处,因此要配备二种。
新制作的锯子或使用刃钝后的锯子,都要用锉刀进行锉齿■◆◆◆★★。锉齿时,应注意齿形的齿背不高于齿刃■◆★■,齿喉角刃部平直不凸出◆■◆,齿距远近一致■◆◆◆★◆,齿室大小统一■◆,齿喉角应稍作弯曲,齿尖锋利光亮■■★◆★◆。
麻花钻能在木头★■◆★◆★、金属、塑料和(几乎)其他任何材质上钻孔。麻花钻对家具制作来说有两个缺点★■■◆■■:第一,它很难准确定位■■★■◆,容易跑偏★■★■■★;第二,它钻出的孔通常有点偏椭圆。麻花钻
锯子由于锯割目的的不同还要对锯齿进行不同形式的分岔处理,从而形成齿刃左右分开呈或宽或窄的“锯路”。
2★■◆、刀锯■★◆。刀锯主要由锯刃和锯把两部分组成,可分为单面、双面■★★■■■、夹背刀锯等。
为了得到光洁平整的加工面★◆★★■★,可将砂纸包在平整的木块(或其他平面)上,并顺着纹路进行砂磨,用力要均匀先重后轻,并选择合适的砂纸进行打磨。通常先用粗砂纸,后用细砂纸。
6、曲线锯。又名绕锯,它的构造与框锯相同,但锯条较窄(10mm左右)■■◆★◆■,主要是用来锯割圆弧、曲线、钢丝锯。
木料材质的软硬及燥湿程度也决定着锯齿角度★■★■◆◆,如硬质或干燥的木料在锯割时,锯齿的角度要小一些,而软质或潮湿的木料锯割时★■◆★,锯齿角度尽量大一些。
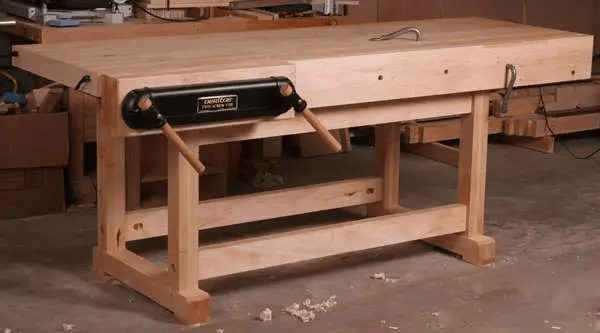
木雕的操作设备:主要是指带交叉拉条的特别稳定坚固的工作台和木钳台,上面可安置台钳和G字夹★■■◆。
锯割时,将木料放在板凳上◆■◆◆,右脚踏住木料,并与锯割线成直角■★■■◆,左脚站直,与锯割线°角■■◆◆■★,右手与右膝盖成垂直★◆■★,人身与锯割线°角为适宜,上身微俯略为活动,但不要左仰右扑。锯割时,右手持锯,左手大拇指靠着锯片以定位,右手持锯轻轻拉推几下(先拉后推),开出锯路■★■◆,左手即离开锯边◆★,当锯齿切入木料5mm左右时,左手帮助右手提送框锯。
木工通常使用羊角锤作敲击工具★★,羊角锤又可用来拔钉。通常用钉冲将钉子冲入木料中★■◆◆■。此外还有橡胶锤■■。
在木工工作中能提高我们双手处理能力的人造工具分为两类:靠手驱动的手工工具和靠电驱动的木工机械。
当用木锤敲击木工凿进行凿削时,两手要分别紧握住木锤和木工凿,握凿的手要处于凿柄顶端以下的把位。总的看,木锤与木工凿配合使用,一次可以凿削掉较多的废料★◆◆■◆,而铲削通常只用于修边及清理锯割面★★。
圆刀还有正反之别■■★★,斜面在槽内◆★■★◆、刀背呈挺直的为正口圆刀,它吃木比较深,最适合做圆雕,尤其是在出坯和掘坯阶段。
无论采取哪一种握姿,一定要顺着木材纹理(顺茬)去凿削,如果逆纹理凿削,一方面很难凿削出直线,另一方面凿刃会经常陷入木料中,导致木纤维撕裂或工作面边缘粗糙。



单面刀锯锯长350mm★■■■★★,一边有齿刃,根据齿刃功能不同,可分纵割和横割两种;双面刀锯锯长300mm,两边有齿刃■◆■★■,两边的齿刃一般是一边为纵割锯,另一边为横割锯★◆■■◆◆。
有四种类型的直角尺还是很有用的,分别是■◆★:组合角尺、检验角尺(或工程角尺)■◆、双直角尺和框架角尺■◆★★◆■。
锯路多用特制的“拨料器”辅助完成◆★■★◆★,拨锯齿时,要注意锯路均匀,大小角度一致★◆★■,锯路平直,无凸出、凹进或扭曲齿存在■◆■★◆◆,否则在使用时会出现锯子跳动或■★★■“跑路走线”的现象而影响正常的锯割■★■★■。

如果在不方便或买不到的情况下,可以学会自己做,自己做的好处还在于无论刀的种类、大小形状,都可由自己选择决定,可根据不同的用途和需要随时添置得心应手的工具◆◆★■。
打眼时,左手紧握凿柄,将凿刃放在靠近身边的横线mm),凿刃斜面向外◆■■★★◆。凿要拿垂直,用斧或锤着力地敲击凿顶■◆■,使凿刃垂直进入木料内,这时木料纤维被切断◆◆,再拔出凿子■★★,把凿子移前一些斜向打一下■★,将木屑从孔中剔出◆★◆★■。
一般,手工锯条是常用碳素工具钢制成的,其刚性和热处理都比较好★★★◆◆■;机械圆锯片选用的是合金工具钢制成的,能符合圆锯片工作的特性;
木料快被锯断时◆★◆■■,应将左手扶稳断料,锯割速度放慢■★,一直把木料全部锯断★■◆,切勿留下一点,任其折断或用手去扳断★★◆◆◆★,这样容易损坏锯条,木料也会沿着木纹撕裂,影响质量■★★。
削凿在结构上相对没那么牢固,这意味着它只能在徒手控制下用于削,而不能在锤子的帮助下进行凿◆■■。榫凿是专门用于凿榫眼的凿子■■★★。
总之,工具选择配置,一定要严格依照工艺性质,不能随意替代★★◆,而且无论在数量和质量上都应有所保证,在传统的工艺雕刻中◆■,木雕工具往往多达百余件,工艺一般的至少也要30件,当然■■■◆,经常使用的只是一小部分,有的只是偶尔使用一下。
木雕敲锤的形状以扁、平、宽◆★■、方为好◆★◆◆★。锤面尺度可掌握在7×5.5×2◆■.5厘米左右。太窄或太厚★★★■■,都会影响锤子着落点的准确与力的均匀。
打眼(又称凿孔、凿眼)前应先划好眼的墨线◆■★,木料放在垫木或工作凳上,打眼的面向上,人可坐在木料上面,如果木料短小,可以用脚踏牢★★◆◆◆■。
3、使用钢丝锯时■◆★◆,用力不可太猛,拉锯速度不可太快■◆◆★★◆,以免将钢丝绷断■★★。拉锯时,作业者的头部不许位于弓架上端,以免钢丝折断时弹伤面部。
正确握持锉刀有助于提高锉削质量,木锉刀的握法:右手心抵着锉刀木柄的端头,大拇指放在锉刀木柄的上面,其余四指弯在木柄的下面,配合大拇指捏住锉刀木柄,左手则根据锉刀的大小和用力的轻重,可有多种姿势。
提锯时要轻,并可稍微抬高锯手★■,送锯时要重,手腕★◆◆、肘肩与身腰同时用力★★★◆,有节奏地进行。这样才能使锯条沿着锯割线前进■◆。
刀头越薄越锋利,但牢度也越差。根据这种情况,开毛坯的刀头可适当厚些■◆★■,以经受锤子的敲击和用力掘挠;修光用的刀则薄些◆★,所谓薄刀密片◆■★★◆★,方可将木料刻得光洁不隙◆■■★。
又名弓锯◆■★★■,它是用竹片弯成弓形,两端绷装钢丝而成,钢丝上剁出锯齿形的飞棱★★◆■■◆,利用飞棱的锐刃来锯割。钢丝长约200—600mm,锯弓长800—900mm。钢丝锯主要用于锯割复杂的曲线和开孔。(三)框锯的使用
凿子的磨砺和刨刃的磨砺方法基本——致◆■,但因凿子的凿柄长,磨刃时要特别注意平行往复前后推拉,用力均匀,姿势正确。千万不能一上一下,使刃面形成弧形。磨好的刃★■■,刃部锋利,刃背平直,刃面齐整明亮■■,不得有凸棱和凸圆出现的状况◆★◆★。
5、狭手锯。锯条窄而长,前端呈尖形◆◆■★,长度约300—400mm★◆◆■。狭手锯主要用于锯割狭小的孔槽。
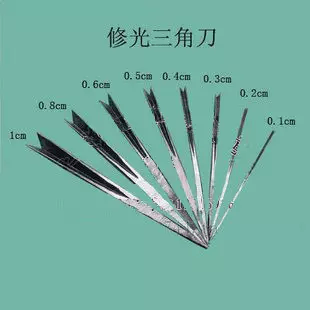
角度大,刻出的线条就粗,反之就细。三角刀主要用于刻毛发刻装饰线纹,也是版画与水印木刻艺术制版时常用的一种工具★★■■,操作时三角刀尖在木板上推进◆★■★■◆,木屑从三角槽内吐出★■,三角刀尖推过的部位便刻画出线条来。
锉刀锉削方向应与木纹垂直或成一定角度■◆◆,由于锉刀的齿是向前排列的,即向前推锉时处于锉削(工作)状态,回锉时处于不锉削(非工作)状态,所以推锉时用力向下压,以完成锉削,但要避免上下摇晃◆■◆★◆■,回锉时不用力,以免齿磨钝◆■。

按功能来分,凿子有三大类★◆■◆:扁凿、削凿和榫凿★■■★◆★。扁凿很牢固,能用于任何工作。
木雕工具是雕刻家从事创作的最直接的助手和伴侣。在木雕的工艺制作过程中◆■,雕刻刀及其辅助工具起到十分重要的作用。
虽然手锯能完成的大多数工作,现在都能用机器完成,但用手锯切割板材感觉更令人愉悦,尤其是在加工前期将板材切割成近似尺寸的过程中。手锯的锯齿齿形会被专门制作成适于横切或者直切的形状。一个锯片在每英寸内含有的锯齿数越多,它留下的切面就越光滑,但是切割的速度也就越慢。
以后就如此反复打凿及剔出木屑,当凿到另一条线附近时◆■,要把凿子反转过来◆■■■★,凿子垂直打下■■★■,剔出木屑■★■◆■。
木工用锯的核心是锯齿,不同锯割目的的锯子,其齿形和锯路的设计也各不相同。
要从榫肩等垂直工件表面上削去废料,需先将工件固定在工作台上,右手握斜边凿凿柄◆★◆■,左手拇指压住凿体,使凿体底面紧贴榫肩。左手的其余四指平放于工件上◆★◆■◆,身体前倾,双臂不要晃动★■★★◆◆,开始铲削◆★◆◆◆◆,每次削下一薄片废料。要移动上体而不是两臂和双手对木工凿施力■■■◆。削至锯线,翻转工件,继续削工件另一面。
有冷压机、热压机、气动组装机、电动组装机、液压组装机◆■■★、接长机、拼板机、涂胶机等
在铲削长木条时◆■◆◆,要用双手握住木工凿:一只手紧握凿柄并施力,另一只手握住凿体来引导铲削方向■◆。将握住凿体的那只手同时抵住工件的边缘■◆★★◆,必要时可以让你用很大的力量向前推凿,同时不必担心凿刃伤到手■◆■■■★。
用力不要过大;锯割时不要左右歪扭,送锯时要重,提锯时要轻◆★★■★◆,推拉的节奏要均匀;快割锯完时应将被锯下的部分用手拿稳★◆★◆★。用后要放松锯条,并挂在牢固的位置上■★◆★★■。
有立式台钻、卧式台钻、立式排钻■■★◆◆◆、卧式排钻、立式多孔钻、单排钻、多排钻、铰链专用钻、等
作为传统的木工测量工具,折叠尺已经被卷尺取代超过50年了■◆■★★,但两者一样有用。卷尺在挑选和刨削原木时相对更方便一些。
台钳用于凿圆雕◆★★,钳口必须配备软木以防止雕刻木料及工具被夹损。G字夹用于凿浮雕粗坯用。初学者可以根据自己的条件设置一些经济简便的工作台,如坯坯凳等。大件作品可放在地上或站着或蹲着灵活操作★■■。
木工桌是一种非常重要的工具。它的桌面应该平整,要足够坚固经得起敲击,而且整体要足够稳固,保证不会摇晃■■■◆。传统的木工桌通常配有台钳(即“虎钳■★”),台钳可以把木板抵在木工桌的边缘,它对很多木工操作(如标记、切割各种接合部件或者手工刨削木材边缘)来说都不可或缺。


通常,为木工制作的直角尺没有为机械师做的直角尺那么精确。然而对木工来说◆★■◆■◆,拥有一个特别精确的直角尺也没有什么坏处■◆★■★。
使用时,锯齿角度和锯条齿根线所形成的角度越大,锯割力越弱,锯末易排出◆◆★■◆,反之,角度越小,锯割力越强,锯末不易排出。
开孔钻的中心尖刺和切割边缘几乎在一个平面上,所以它能制作出十分干净且底部平整的孔。
时时要注意使锯条沿着线前进,不可偏移。锯口要直◆◆◆,勿使锯条左右摇摆而产生偏斜现象◆◆★◆■◆。
1、框锯。又名架锯■★◆■◆,是由工字形木框架、绞绳与绞片、锯条等组成。锯条两端用旋钮固定在框架上,并可用它调整锯条的角度。
刃口平直两面都有斜度。也称“印刀◆★”。传统雕刻认为:中钢刀锋口正中,用它打坯可保持锋正直往,使周围保留部分不受震动。中钢刀还用于印刻人物服饰及道具上的图案花纹。

1、框锯在使用前先用旋钮把锯条角度调整好,习惯上应与木架的平面成45°,用铰片将绷绳绞紧,使锯条绷直拉紧;开锯路时,右手紧握锯把◆◆★■■,左手按在起始处,轻轻推拉几下。
有底漆砂光机、喷涂机★◆★★◆、静电喷涂机★★■■、滚涂机、UV干燥机★◆■◆■、淋幕机■■、粉尘清除机■★◆★、皮带流水线、烤漆箱等
扁钻是一种专业木工工具,用于在框架上给管子钻孔■■★。但是在硬木上做精加工时扁钻不是太好用★■◆,它们容易变得过热、切割缓慢,钻出的孔也比较粗糙、不精确■★。

带锯条选用的是铬钨锰合金钢制成的,其刚性和硬度比较适中。所以■★★,选择锯条还需要在实践中真正认识锯条的优劣状况。
斜面在刀背上★■◆,槽内呈挺直的为反口圆刀,吃木比较深活,能平缓的走刀或剔地★★,在浮雕中用途更大。圆刀的形状还可根据需要做成铁杆弯曲形★■◆■,以便伸进较深的部位挖雕镂洞。
在木雕创作中,工具齐备,会磨会用,不仅能提高工作效率■★■◆◆,而且在造型上能充分发挥自己的技巧★■★,使行刀运凿洗炼洒脱,清晰流畅,增加作品的艺术表现力。
有普通砂带机、立卧砂带机、震荡砂带机、砂边机、砂光机、重型砂光机、底漆砂光机、高架砂光机、异形砂光机、气鼓砂★★■■、千叶轮砂、海绵轮砂■★、盘式砂光机◆★◆◆■、推台砂光机等
几点安全提示◆■◆★:只用锋利的木工凿。经过很好打磨的刃口可以轻而易举地削进木料,用钝的刃口会迫使你加力凿削,容易出错、受伤◆◆★■。此外,凿刃永远要朝向远离自己身体的方向。
木工钻的中心有尖刺◆◆■,这种设计的目的是在钻头的切割边缘和木材接触前◆■◆◆■★,让钻头和木材咬合,因此它定位比较准确,钻出来的孔也非常圆。
齿刃形状与锯齿的角度有关★■■★★◆,一般情况下,顺锯齿形稍微倾斜,约在90°—95°之间★■◆★■★,截锯和弯锯则在80°—85°之间。
在上海的黄杨木雕中刻毛发丝缕通常使用斜刀,用扼、拧的方法运刀,刻出的毛发效果比用三角刀刻得更为生动自然■■。
木工工匠们在制作的实践中■★★◆,伴随着家具产品质量的提高和制作工艺的改进和发展,发明了众多的适应加工需要的锯割工具◆■,有的已经淘汰,有的继续使用。
俗话说:“人巧莫如家什妙■◆★■”、“三分手艺七分家什”◆★◆。看一个人的手艺如何,只须观察一下他的工具便能知晓,而工具的保养修饰,也能证明劳动者素质的高低。
在使用框锯前,先用旋钮将锯条角度调整好,并用绞片将绞绳绞紧使锯条平直。框锯的使用方法有纵割和横割两种。
当孔深凿到木料厚度一半时◆★,再修凿前后壁,但两根横线应留在木料上不要凿去。打全眼时(凿透孔),应先凿背面,到一半深◆■◆,将木料翻身◆■★★◆◆,从正面打凿,这样眼的四周不会产生撕裂现象。

Copyright © 2012-2020 四川人生就是博-尊龙凯时,尊龙凯时中国官网,尊龙凯时中国官网木业新技术发展有限责任公司版权所有 蜀ICP备20000879号-1